Como é feita uma célula de carga?
As etapas de construção: usinagem da peça de aço, montagem do mecanismo, embalagem e expedição.

Como é criada a célula de carga de compressão CBL 250-12500?
Desde a usinagem da peça de aço até a embalagem e a expedição, passando pela colagem dos extensômetros, a cablagem, o ajuste e a inspeção final...são essas todas as etapas do processo de construção, que transforma um simples cilindro de aço no componente mais importante do sistema de pesagem.
Índice
1. Corte, torneamento e fresagem
2. Primeiras verificações mecânicas e lavagem
3. Tratamento térmico
4. Polimento e jateamento de areia
5. Verificação dimensional e de planicidade
6. Teste de dureza
7. Rastreio e marcação a laser
8. Lavagem com ultrassom
9. O que é um extensômetro e como ele funciona?
1. Corte, torneamento e fresagem
A construção da célula de carga começa na oficina mecânica, onde as barras de aço inoxidável 17-4 PH chegam para serem transformadas.
O aço inoxidável 17-4 PH, graças à sua elasticidade e dureza, é um material particularmente adequado para células de carga.
Combinado com os extensômetros corretos, haverá um erro muito pequeno no ciclo de histerese. Essa característica permite-lhe manter um comportamento elástico mesmo com forças muito elevadas: deforma-se sob a aplicação de uma carga e depois volta à condição inicial quando ela não mais atua.
Todas as barras são certificadas com uma máquina ultrassônica para excluir quaisquer imperfeições do aço e, em seguida, em cada uma é indicado o diâmetro e o número de fundição para que o lote seja facilmente rastreável.

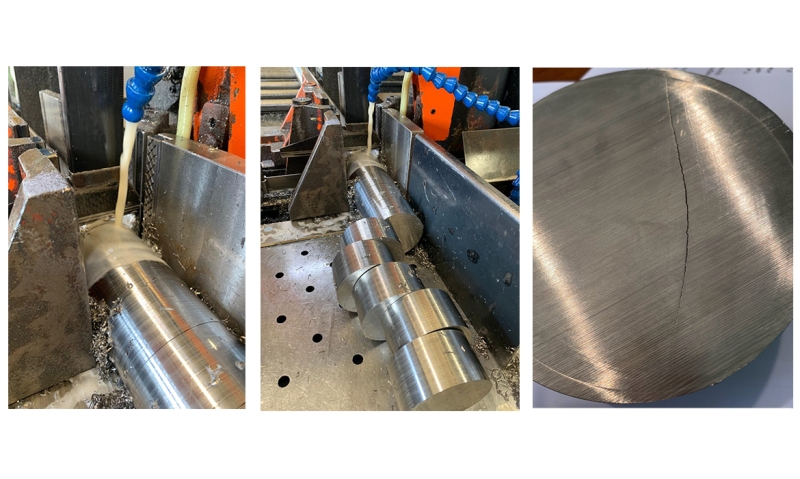
A barra é cortada em cilindros que são então verificados individualmente para se certificar de que eles não apresentem "trincas".
As trincas são rachaduras, muitas vezes invisíveis ao olho humano, que podem criar problemas futuros ao usinar a célula de carga ou em sua operação.
Uma vez que os controles são superados, o cilindro é usinado em 3 etapas: duas ocorrem no torno e uma na fresa.
- Durante a primeira etapa de torneamento, o operador cria a cavidade da célula, onde os extensômetros serão posicionados.
- Na segunda etapa de torneamento, no lado oposto, obtém-se o cilindro superior de apoio da carga, típico da célula de carga CBL.
- Na terceira etapa na fresa, preparam-se a sede do prensa-cabos e o orifício para a passagem do cabo.
A mecânica da célula de carga está pronta para o processamento seguinte.

Durante as 3 etapas do processamento, o cilindro perde muito do material original, que se torna "sucata" (descarte) e seu peso diminui de 2 kg para 650 g.
2. Primeiras verificações mecânicas e lavagem
Uma vez que o corpo bruto da célula de carga é recebido da oficina, realiza-se a primeira verificação mecânica.
O operador verifica, com um medidor periodicamente certificado, se as dimensões estão dentro das tolerâncias indicadas no desenho construtivo, conforme o projeto.
Para remover qualquer vestígio de impureza, a peça é lavada pela primeira vez com uma emulsão desengordurante a uma temperatura de 50 ºC por 40 minutos.
Esta é apenas a primeira das lavagens que a célula de carga sofrerá; na verdade, será limpa pelo menos mais 4 vezes.
Finalmente, todas as peças limpas são secas à mão, uma a uma.

3. Tratamentos térmicos
O tratamento térmico do envelhecimento é usado para eliminar e aliviar as tensões do material e levar a célula até a dureza desejada, melhorando sua elasticidade.
Com o envelhecimento, entra-se na parte central da produção das células de carga.
As células de carga são colocadas em lotes no forno, enquanto o painel de controle de gerenciamento supervisiona a operação e fornece um gráfico e um certificado do tratamento térmico realizado.
Os fornos industriais utilizados para este tratamento podem ser de dois tipos: de ar e com mufla.
O forno de ar atua por ventilação, enquanto o forno com mufla usa resistências em espiral para produzir calor.

Para células de carga especiais (como aquelas com certificação OIML R 60), o tratamento térmico fornece um passo adicional antes do envelhecimento: a ressolubilização.
Durante a ressolubilização, a célula é tratada a 1.050 ºC em um forno industrial de alto vácuo e depois arrefecida a -80 ºC em um forno criogênico.
O forno de alto vácuo garante que a célula de carga não se deforme, enquanto o choque térmico no forno criogênico alonga completamente o aço inoxidável 17-4 PH, para que a célula fique ainda mais precisa e linear.
Esta fase de pré-envelhecimento é realizada como uma peça bruta antes do processamento mecânico e elimina todas as tensões presentes dentro da célula de carga.
4. Polimento e jateamento de areia
Depois do tratamento térmico, a célula de carga é polida e jateada.
Polimento
A superfície é escovada com uma pasta abrasiva e se torna brilhante para diminuir a rugosidade da célula e evitar o depósito de materiais, facilitando a limpeza.
Jateamento de areia
Com a ajuda de uma máquina de jateamento, o operador pulveriza microesferas de vidro na superfície da célula que a tornam porosa.

As células de carga CBL 250-12500 são polidas externamente e jateadas apenas no interior, para que os extensômetros tenham melhor aderência no corpo da célula graças à porosidade proporcionada à superfície pelo processo de jateamento.
Finalmente, a célula de carga é lavada novamente a 50 ºC e completamente limpa dos resíduos arenosos das microesferas e dos resíduos gordurosos da pasta abrasiva.
Quando a lavagem é concluída, as células de carga são empilhadas, tendo-se o cuidado de inserir um disco de silicone entre elas. Isso evita que sofram danos ou sejam arranhadas durante as etapas sucessivas do ciclo de produção.
5. Verificação dimensional e de planicidade
A célula de carga é transportada para o laboratório, onde é submetida a duas verificações: dimensional e de planicidade.
Verificação dimensional
A verificação dimensional é realizada com os calibres, que por sua vez são calibrados com blocos de Johansson.
O que são os blocos de Johansson?
Também conhecidos como "calibres de faces paralelas" ou "blocos padrão", são paralelepípedos em aço magnético de espessura variável (de 0,01 a 10 mm) usinados para obter 2 faces perfeitamente paralelas.
Unindo vários blocos de valores nominais diferentes, é possível verificar os calibres usados para medir as espessuras das membranas das células de carga.
Os blocos de Johansson têm uma validade. Portanto, eles devem ser periodicamente revistos para obter uma nova certificação ou ser substituídos por novos blocos.

Verificação de planicidade
Para verificar a planicidade, a célula de carga é colocada sobre uma superfície perfeitamente plana e uma força é aplicada sobre ela com os dedos.
Se a célula se mover, significará que a coroa de apoio não está perfeitamente plana e a célula será descartada. É essencial que ela permaneça imóvel, caso contrário não poderá funcionar corretamente.

Escreve-se Johansson ou Johnson?
O termo mais correto é "blocos de Johansson", em homenagem a Carl Edvard Johansson, que criou seu primeiro conjunto em 1897.
Com o tempo, no entanto, também "blocos de Johnson" tornou-se de uso comum.
6. Teste de dureza
Após o polimento e as verificações mecânicas, verifica-se o grau de dureza da célula de carga.
A verificação é feita por amostragem em cerca de 10% das peças, o que é suficiente para garantir que todo o lote atenda aos parâmetros requeridos.
Para o teste, o operador usa um medidor de dureza, que é uma máquina com um penetrador que mede o grau de dureza que o metal obtém após o tratamento térmico de envelhecimento, e confirma se o parâmetro medido está correto.
É possível utilizar diferentes métodos e escalas para a verificação.
Escolhe-se o mais apropriado em função da forma e do material do penetrador, e das forças de pré-carga e carga aplicadas.
Neste caso, a escala escolhida é HRC (Hardness Rockwell Cone), usada precisamente para peças de aço temperado.
A célula de carga agora está pronta para o rastreio dos eixos e a marcação.

7. Rastreio e marcação a laser
Tanto o rastreio quanto a marcação são feitos com um marcador a laser capaz de gravar qualquer material, para um resultado extremamente limpo e preciso.
Rastreio
A etapa de rastreio é crítica.
É aqui que, seguindo as indicações do desenho fornecidas pelo projetista mecânico, os eixos são gravados dentro da cavidade da célula de carga, o que, durante a fase de colagem, indicará ao operador onde posicionar os extensômetros com precisão.
Marcação
O marcador se move de uma célula para outra e grava cada etiqueta específica com os dados da placa que garantem total rastreabilidade.

8. Lavagem com ultrassom
Uma vez concluídas todas as verificações mecânicas, a célula de carga é lavada novamente.
Desta vez utiliza-se uma máquina de lavar ultrassônica industrial para ter certeza de desengordurá-la completamente.
O operador coloca cerca de 10 kg de células em um cesto e deixa-o cair na água a uma temperatura de 70 ºC. Aqui, as células de carga são submetidas a uma série de ultrassons a 70 Hz por 2 a 5 minutos e, em seguida, são enxaguadas.
Após a lavagem, a diferença entre o polimento e o jateamento é clara e evidente. A superfície da célula de carga polida é lisa e faz com que a água escorra imediatamente; a da célula jateada é porosa e retém a água, que leva mais tempo para evaporar.

E se for necessário lavar apenas uma célula de carga?
Neste caso, utiliza-se um sistema completamente ECOLÓGICO que permite reciclar a água utilizada. Como? Uma vez por mês, coloca-se no sistema um comprimido contendo microrganismos que podem "digerir" a gordura liberada da célula e manter a água limpa.
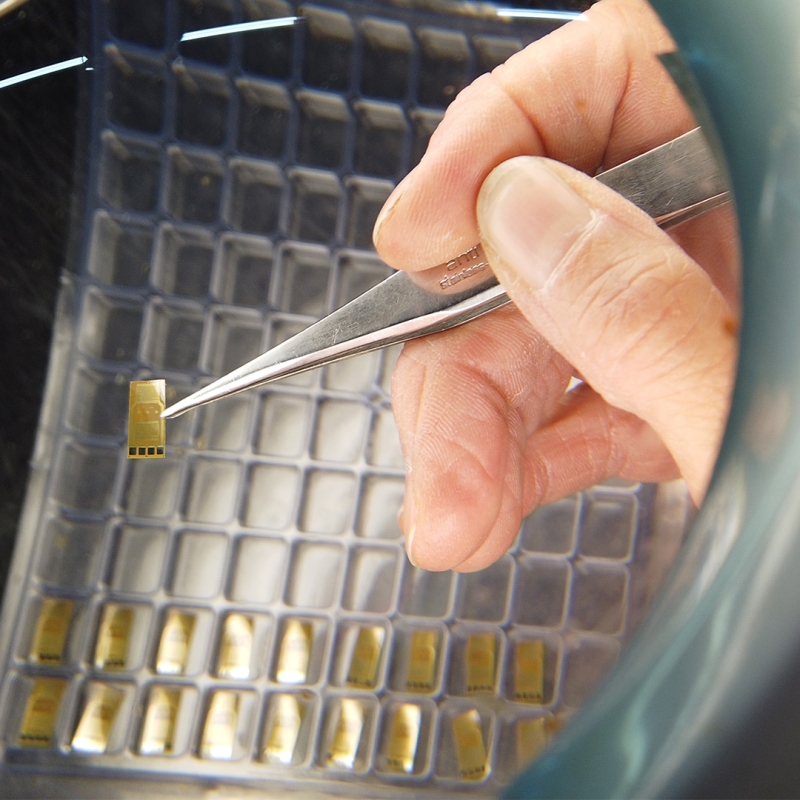
9. O que é um extensômetro e como ele funciona?
O extensômetro é uma pequena grade que consiste em fios de Constantan (uma liga binária de cobre e níquel) e é o elemento sensível de medição da célula de carga.
Colada dentro da cavidade da célula, ela acompanha a deformação de sua superfície.
Deformando-se, causa uma variação de resistência e, portanto, de sinal elétrico, proporcional à força aplicada à célula.
Essas variações são medidas pela construção de um circuito de ponte de Wheatstone.
A ponte conecta vários extensômetros através de fios elétricos e uma PCB (placa de circuito impresso) que, juntos, permitem detectar a magnitude da deformação como uma variação de sinal elétrico expressa em mV/V (miliVolt por Volt).
10. Limpeza com condicionador e neutralizador
A célula de carga agora chega ao departamento mais sensível. É aqui que os extensômetros são escolhidos, posicionados e colados com cuidado por técnicos experientes e especializados.
Dentro do departamento, tudo é mantido sob o máximo controle: a temperatura permanece sempre entre 20 e 24 ºC, o nível de umidade é mantido constante e há total ausência de poeira.
Cada aspecto é cuidadosamente monitorado, pois nada deve afetar o extensômetro e o seu isolamento.
No entanto, antes da colagem, a célula de carga deve ser limpa novamente.
O técnico realiza a limpeza manual com dois produtos: o condicionador e o neutralizador.
Condicionador
O condicionador é um composto de ácido fosfórico que corrói ligeiramente a superfície da célula e permite desengordurá-la completamente.
O técnico derrama uma gota de condicionador dentro da cavidade para limpá-la completamente e depois seca os resíduos com gaze.


Neutralizador
O neutralizador é usado para bloquear a reação química iniciada pelo condicionador e para criar as condições ideais de limpeza para a colagem dos extensômetros.
Ele é aplicado depois do condicionador e ajuda a verificar se a célula de carga está perfeitamente limpa: se o condicionador foi eficaz, a gota do neutralizador se expandirá imediatamente na superfície da cavidade.
O técnico pode agora prosseguir com a colagem.
11. Colagem dos extensômetros
Esta é a etapa mais importante da produção da célula de carga.
É a precisão da colagem, realizada manualmente por operadores muito experientes, que garante o excelente desempenho da célula em termos de repetibilidade, linearidade e erro combinado.
Primeiro, o operador coleta os extensômetros na embalagem, coloca-os em fileira sobre um vidro e coloca sobre eles a fita adesiva de Mylar, resistente a altas temperaturas.
Em seguida, os pincela com cola de um lado e, em seguida, aplica-a também dentro da cavidade, nos pontos já traçados com o marcador a laser.
Agora, espera-se 4-5 minutos para que os solventes da cola evaporem completamente; desse modo, o extensômetro irá aderir perfeitamente ao corpo da célula de carga.

Finalmente, coloca com precisão os extensômetros na célula e segue como referência as pequenas setas nos lados de sua grade e os traços do desenho extensométrico.
Após a colagem, eles são protegidos com uma camada de fita de Mylar sobre a qual colocam-se, pela ordem:
- um disco de Teflon
- um disco de borracha
- uma tampa de pressão de baquelite


As células são agrupadas em um vaso de pressão especial e, com uma chave de torque, aperta o parafuso na cabeça com o valor de torque correto.
Esta operação permite conhecer e verificar a força de fechamento aplicada, evitando danificar os extensômetros e alterar o "0" da célula de carga.
O bloco de células é colocado no forno a 175 ºC.
Desta forma, a cola evaporará e a pressão exercida pelo recipiente permitirá que a célula e o extensômetro se tornem um corpo único e indissolúvel.
12. Cablagem
Após a colagem dos extensômetros, realiza-se a cablagem da célula de carga.
Primeiro, o operador remove as proteções e a fita de Mylar dos extensômetros e verifica se eles aderem perfeitamente ao corpo da célula.
Em seguida, aplica pontos de estanho nas almofadas dos extensômetros para conectar os fios elétricos e realizar a cablagem.
Para cada ponto de estanho, conecta um fio e limpa o extensômetro para eliminar todos os resíduos deixados pela estanhagem.
Isso é feito para todos os 4 extensômetros.

A parte superior do extensômetro geralmente é encapsulada, assim não corre o risco de sofrer danos se algumas gotas de estanho caírem.
Há também extensômetros não encapsulados que exigem um cuidado maior.
O operador agora pode conectar os fios ao PCB impresso especialmente projetado para a célula de carga CBL e criar a ponte de Wheatstone.
Feitas as conexões, insere na célula um cabo elétrico com 6 condutores e posiciona um pequeno pedaço de bainha termoencolhível entre o corpo mecânico e a blindagem do cabo, para evitar que entre em contato com a própria célula.
O cabo com 6 fios funciona em pares:
- o branco e o verde constituem o ramo do sinal;
- o vermelho e o preto formam o ramo da alimentação;
- o azul e o amarelo compõem o ramo de detecção (ou referência), que informa ao instrumento o valor real da alimentação que chega à célula.

A blindagem é a proteção em torno dos fios do cabo elétrico e é importante tomar cuidado para conectá-la ao instrumento eletrônico.
Ela serve para proteger os condutores contra possíveis distúrbios eletromagnéticos provenientes do ambiente externo e nunca deve entrar em contato com a célula de carga.
O último passo é o posicionamento em paralelo das resistências que permitem compensar as variações mínimas do módulo de elasticidade devidas às mudanças de temperatura.
Depois da conclusão da cablagem, são feitas as últimas verificações.
13. Ajuste
O teste de ajuste é usado para medir a resposta da célula em 10 pontos para cima e 10 pontos para baixo, e os valores medidos são expressos em mV/V.
A resposta em uma célula de carga deve ser sempre diretamente proporcional, isto é, linear, à carga aplicada (de 0 até a sua capacidade máxima).

A máquina eletromecânica (que em outros casos pode ser hidráulica ou de peso direto) aplica uma força correspondente à sua capacidade máxima à célula e a compara a uma célula de amostra certificada, chamada de "célula de carga primária".
A capacidade (ou escala total) é o valor máximo de peso que a célula pode suportar.
Por exemplo: para uma célula de carga com uma capacidade de carga máxima de 2.500 kg, aplica-se uma carga de 2.500 kg durante o ajuste.
No final do teste, a máquina produz um relatório que informa ao operador os valores de resistência para executar o balanceamento do zero e a calibração da sensibilidade da célula de carga.
Balanceamento do zero
O balanceamento do zero (ou "zero da célula") é o valor que a célula de carga retorna quando nenhuma força é exercida sobre ela, isto é, quando está sem carga.
Para fazer isso, o operador coloca no circuito impresso PCB as resistências em paralelo que permitirão equilibrar a ponte de Wheatstone.
Calibração da sensibilidade
A sensibilidade, expressa em mV/V, é o valor que a célula de carga retorna quando a carga máxima é aplicada, dividida pela tensão de alimentação.
A sensibilidade também é calibrada usando as resistências. Dependendo do valor resultante do teste de ajuste, o operador adiciona as resistências necessárias para corrigir a célula de carga até obter o valor de saída correto (2 mV/V ±0,0200).
14. Teste de temperatura
A célula de carga é colocada em uma câmara climática, onde ocorre o teste de temperatura para a compensação da deriva térmica de zero.
Cada ciclo de teste térmico dura cerca de 6/8 horas e é feito medindo o zero da célula de carga às temperaturas de +20 ºC, -10 ºC, +50 ºC e, finalmente, +20 ºC.
Graças a um algoritmo, o software da câmara climática calcula o valor das resistências que o operador deverá inserir no circuito do PCB para a célula medir o mesmo valor de zero, tanto a uma temperatura de -10 °C como de +50 °C.
No caso das células de carga CBL, para ativar as resistências necessárias, a compensação térmica do zero é realizada criando-se interrupções diretamente nas trilhas do PCB.

Depois de ativar as resistências, a célula é novamente testada com a máquina eletromecânica para a inspeção final definitiva e está finalmente pronta para a resinagem.
15. Resinagem
1 - Resinagem do cabo
Na primeira etapa de resinagem, a célula é colocada de lado e a resina epóxi é despejada sobre a entrada do cabo, já soldado à placa PCB durante a etapa de cablagem.
A resina deve então secar por pelo menos 8 horas para se tornar dura e indestrutível, e garantir a hermeticidade do prensa-cabos, de modo que não haja infiltração de água ou umidade.
2 - Resinagem da cavidade da célula
Na segunda etapa da resinagem, a célula de carga é colocada horizontalmente e a resina é despejada na cavidade até mergulhar os extensômetros, os fios e a placa do PCB.
Mesmo que a resina utilizada no interior da cavidade seja mais macia e elástica do que a utilizada para o prensa-cabos, para permitir a deformação mecânica necessária, os componentes permanecerão completamente estacionários e serão protegidos contra possíveis infiltrações e danos causados por vibrações.

Para garantir sua eficácia, ambas as resinas são testadas. Aquela usada para o prensa-cabos passa por um teste de tração com um peso de 30 kg por 10 min; enquanto a da cavidade é testada deixando uma célula de carga mergulhada em água por 24 meses.
16. Soldadura
Quando a resina seca, o operador coloca a tampa que protegerá a cavidade e a insere no recesso da célula de carga.
A tampa é projetada especificamente para cada tipo de célula de carga e é feita sob medida com material elástico para não afetar de forma alguma o desempenho da célula em termos de erro combinado, repetibilidade e linearidade.
O operador posiciona a célula de carga na máquina de solda de 4 eixos e realiza a soldadura a laser da tampa.
A máquina executa uma primeira etapa da soldadura (soldadura de ponto), em seguida, realiza um primeiro passo de soldadura no sentido horário e realiza um segundo passo no sentido anti-horário para completá-la e para assegurar a perfeição e a estanqueidade classe IP68/IP69K.
A soldadura a laser significa maior qualidade, uma operação menos invasiva e nenhuma entrada de material.
Na verdade, o laser não aquece o metal como o faz a soldadura TIG (Tungsten Inert Gas), que é mais espessa e superficial.

O cordão de soldadura TIG tem cerca de 5 mm de espessura e afeta o metal na superfície, enquanto a soldadura a laser é muito fina (0,10 mm) e penetra muito mais fundo.
Durante a operação, o funcionamento correto da célula de carga e seu zero são constantemente monitorados.
Ao mesmo tempo, o monitor da máquina projeta a imagem da célula ampliada 10 vezes, para que o operador possa controlar melhor o progresso e a adequação da soldadura.
17. Inspeção final da célula e estampagem do certificado
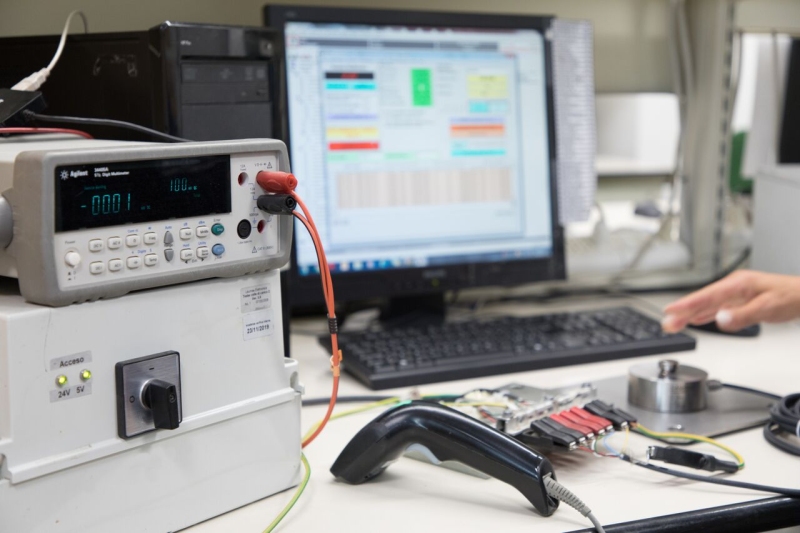
A inspeção final é o último teste antes da embalagem e expedição da célula de carga.
Em particular, são testadas as características elétricas básicas da célula, a fim de identificar suas falhas e defeitos principais.
A máquina utilizada consiste em um multímetro digital e uma matriz de relé que varia as conexões de acordo com o parâmetro a ser testado.
O operador digitaliza o código de barras da célula de carga para gravá-lo no software e a conecta à máquina através de conectores tipo jacaré, um para cada fio.
Finalmente, inicia o software que contém:
- um banco de dados com um resumo de todos os requisitos que essa célula de carga específica deve atender;
- os dados de identificação da célula (modelo, capacidade, número de série e classe OIML) que serão impressos no certificado.
O teste começa.
A máquina verifica:
- os isolamentos elétricos entre as várias partes da célula de carga (corpo-blindagem, corpo-fios, blindagem-fios);
- o curto-circuito correto dos fios de referência e de suas fontes de alimentação;
- as resistências de entrada entre as duas fontes de alimentação e as resistências de saída entre os dois sinais + e -;
- a tensão sem carga, que é o valor gerado pela célula quando não é carregada.
Se o software mostrar que todos os valores estão dentro dos parâmetros, o teste será concluído com sucesso.
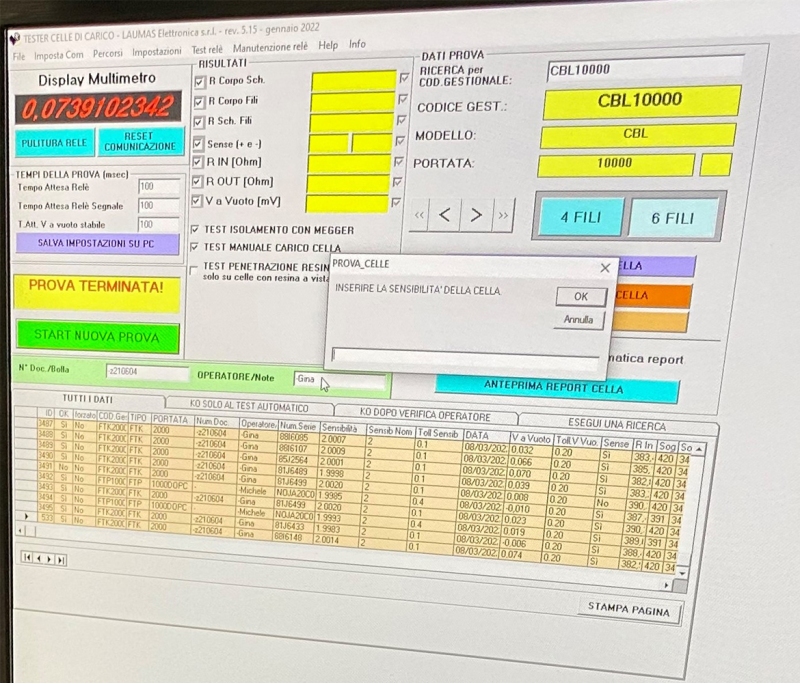
O multímetro digital mede todos os valores em Ohm, que é a unidade de medida de resistência.
Apenas para a tensão sem carga obtém-se um valor em mV.
No final de cada teste, também é realizada uma verificação manual adicional. O operador pressiona a célula de carga com as mãos e verifica se o valor do multímetro varia devido à força aplicada.
O certificado de teste agora está pronto para ser impresso e anexado à célula de carga. Ele irá indicar seus dados e os valores das características técnicas verificadas.
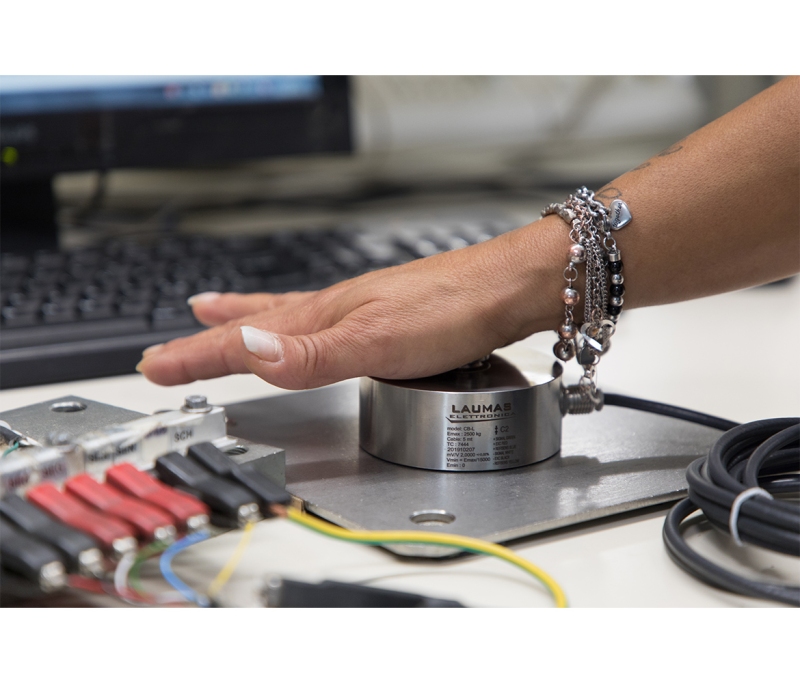
Durante a verificação manual, o operador pressionará a célula apenas se ela for de compressão. No caso de células de carga de tração, o operador "puxa" o sensor.
A força sempre deve ser aplicada na direção em que a célula pesará.
18. Embalagem e expedição
A célula de carga finalmente está pronta para ser embalada e expedida.
O operador encaminha o pedido para o armazém, prestando especial atenção para que o número de série comunicado seja o mesmo presente na célula recém-testada.
O encarregado do armazém coleta a célula de carga em sua caixa e coloca-a em uma embalagem especial que tem um sistema de proteção com bloqueio.
Ela é composta por um papelão e uma película fina de alta resistência que pode ser descartada como papel, e por isso é totalmente reciclável.
Como funciona o sistema de bloqueio?
Quando se dobram as duas extremidades do papelão, a película se estende e envolve completamente a célula, garantindo uma perfeita estabilidade, sem a necessidade de adicionar outros materiais de enchimento.
A célula de carga não se moverá e será protegida contra possíveis impactos durante o transporte.

A embalagem também pode ser reutilizada pelo destinatário, minimizando a produção de resíduos em ambas as extremidades do ciclo de produção.
O encarregado do armazém prepara a embalagem colocando a célula em sua caixa junto com o certificado de teste.
A superfície sobre a qual se prepara o volume é na verdade uma plataforma de pesagem com muitas esferas pequenas que ajudam a embalagem a deslizar no carrinho.
Graças à plataforma, o volume é pesado durante a preparação e o indicador de peso WLIGHT exibe e registra seu peso.
Agora o encarregado do armazém pode selá-lo e afixar o documento de transporte que identifica seu conteúdo e o destino, e, finalmente, expedi-lo.

Pesquisa no blog
Pesquisa por tag
Artigos recentes

Soluções de pesagem para pontes-báscula
Cinco combinações diferentes com nossos componentes de pesagem, adequadas para a fabricação de balanças industriais para veículos, de fossa e acima do solo.
Continue
Sistema de pesagem para máquina enchedora de big bags
Sistema de pesagem para máquina enchedora de sacos fabricada para a extração mecânica de grânulos de plástico e ensacamento em big bags.
Continue
Sistema de pesagem para cama hospitalar
Em colaboração com a Malvestio, criamos um sistema de pesagem em uma cama hospitalar para cuidados intensivos pediátricos: uma caixa de junção e software para a gestão e calibração.
Continue
Sistema de pesagem e dosagem para máquinas agrícolas
Sistema de pesagem para verificação e dosagem de fertilizantes, compostagem, etc., contidos em grandes tremonhas de polietilano. O sistema debe trabalhar em um ambiente dificil e integrar-se perfeitamente com as máquinas e o sistema de controle.
ContinuePRODUTOS RELACIONADOS

CBL
Compression load cells